Ford Fiesta: Body Repairs - General Information / Plastic Repairs. General Procedures
Materials
| Name | Specification |
|---|---|
| Plastic Bonding Adhesive TA-9 |
- |
Repair
NOTICE: Plastic repairs on vehicles equipped with Advanced Driver Assistance System (ADAS) must not exceed 12 mils (300 microns) of paint thickness after refinishing.
NOTE: Plastics Repairs
-
The original bumper fascias on Ford Motor Company
vehicles are designed and manufactured to function with advanced driver
assistance systems (ADAS) like those listed. Pre-Collision Assist with
AEB Active Park Assist, BLIS® with Cross-Traffic Alert Evasive Steering
Assist, Intelligent Adaptive Cruise BLIS® with Trailer Coverage,
Lane-Keeping System Pro Trailer Backup Assist.
-
Repair of bumper fascias using fillers, reinforcement
tape, hot staples or plastic welding can adversely affect ADAS
operation. For this reason, Ford Motor Company is limiting repairs on
front and rear bumper fascias on all Ford Motor Company vehicles
equipped with any ADAS features to topcoat refinish only. Topcoat finish
cannot exceed 12 mils (300 microns) in total thickness. Any bumper
fascia damage that requires substrate repairs must be replaced.
-
Paint repairs can be made to front or rear fascias if
the material thickness does not exceed 12 mils or 300 microns in total.
-
Repair of the substrate is prohibited, this includes
filler materials, reinforcement tapes, hot staples or plastic welding.
-
Repair of any sonic-welded sensor retainer rings or tabs is not allowed.
-
Reconditioned, refurbished or salvage bumper fascias are not approved for installation on the vehicle.
Inspection
NOTE: Plastics Identification
-
Refer to: Body Repair Health and Safety and General Precautions (100-00 General Information, Description and Operation). WARNING:
Before beginning any service procedure in this
manual, refer to health and safety warnings in section 100-00 General
Information. Failure to follow this instruction may result in serious
personal injury.
WARNING:
Before beginning any service procedure in this
manual, refer to health and safety warnings in section 100-00 General
Information. Failure to follow this instruction may result in serious
personal injury.
-
NOTE: In some instances, a code or material designation is moulded or stamped on the component indicating the plastic type.
Thermoplastics are solvent reactive. Types of thermoplastics include Thermoplastic Olefin (TPO), PVC , Sheet-Molded Composite (SMC) and ABS (Acrylonitrile Butadiene Styrene). Polyolefins have an oily or waxy appearance. Examples include some bumper covers, stone shields, fender aprons and fan shrouds. Polyolefins require an adhesion promoter prior to carrying out any refinish procedure.
-
To determine if the part is a polyolefin, grind the
damaged area in an out-of-sight area. Grinding a polyolefin will melt
and smear the plastic and leave a ragged edge. If the part is
non-polyolefin, the area will grind or sand smoothly, producing a
powdery dust.
-
Polyolefin plastic can also be identified by placing a
small sliver in a container of water, if the sample floats, it is a
polyolefin plastic. A non-polyolefin will sink when placed in a
container of water.
-
Generally, thermosetting plastics are rigid or
semi-rigid. Sheet-Molded Composite (SMC) is reinforced with glass and
other fibers and are strong and rigid. Sheet Molded Composite (SMC) is
used for large panels such as hoods, liftgates, fenders and quarter
panels.
-
A burn test can be a reliable method to determine if a
plastic is a thermosetting plastic. Extreme care must be exercised when
using this method. Apply an open flame to the corner of the damaged
component. If the material crystallizes and becomes hard, it is a
thermosetting plastic.
-
In deciding whether to repair or install a new component, follow these guidelines.
-
Is a part readily available? Can the damaged part be
economically returned to its original strength and appearance, or will
the labor cost exceed the cost of a new component? Will repair provide
for the fastest, highest quality repair?
-
NOTICE: Never apply solvents such as lacquer thinner or reducer at any stage of plastic repair. Solvents, cleaners and water are absorbed by many types of plastics and by the glass fibers used for reinforcements. If this occurs, the plastic may swell in the area of repair and cause the repair to fail. Remove cleaners and water quickly and use air and heat to speed up drying.
NOTICE: During the repair of many plastics and particularly polyolefin plastics, an adhesion promoter must be applied to the substrate to allow repair materials and paint to bond correctly. Reapplication is required when grinding or sanding through the sealer or primered layers.
NOTE: When possible, it is recommended to carry out as much of the plastic repair as possible on the vehicle. Parts mounted on the vehicle are held in correct alignment throughout the repair. Attempting to repair the part off the vehicle may cause misalignment. This could lead to failure of the repair.
NOTE: Always refer to the manufacturer's label directions for the type of repair materials, fillers and bonding agents being used as they are material specific.
NOTE: The following procedure applies to repair of structural cracks and large gouges. If damage is cosmetic, use of reinforcing cloth may not be necessary.
Panels to be repaired should be dry and at room temperature 18 C (64.4 F) to 24 C (75.2 F) prior to carrying out any repairs. Both sides of the panel must be thoroughly cleaned before sanding or grinding.
Repair
NOTE: Sheet Molded Composite (SMC) Panel Repair
-
Cover the break in the Sheet Molded Composite (SMC)
(front and back) with masking tape. This protects the damaged area from
absorbing the prep cleaner and eliminates wicking of the cleaner through
the fibers into the Sheet Molded Composite (SMC).
-
Remove all waxes, silicones, dirt and road oils from the
area surrounding both sides of the damaged area with a plastics wax and
grease remover.
-
Remove the tape and sand the back of the repair area
with an angle grinder, Dual Action (D/A) sander or by hand using 80-grit
sandpaper. Remove all dust with a vacuum and tack cloth.
-
Create a reinforcing patch using a piece of scrap Sheet
Molded Composite (SMC) that conforms well to the back of the damaged
area or form a patch from fiberglass cloth.
-
Cut a section of cloth large enough to cover the
repair, plus around the repair area. Cut a section of plastic film
backing approximately larger than the cloth. Lay the plastic on a
smooth, flat surface where it will be used to create a pyramid patch.
-
Follow manufacturer's directions and apply adhesive to
the plastic film backing and smooth with plastic spreader to recommended
thickness. Place the pre-cut fiberglass cloth on the adhesive-coated
plastic film. Cover the cloth with a coat of repair adhesive and spread
to the recommended thickness.
Material: Plastic Bonding Adhesive / TA-9
-
Apply the prepared patch to the backside of the panel
and compress. Follow manufacturer's instructions for adhesive cure.
Remove plastic film after adhesive cures and sand as necessary to remove
roughness.
-
Remove masking tape from the front side of damaged area
and grind down to the backing patch. Use an angle grinder with a 30 to
40-grit wheel. Make a gradual taper in the area, this will prevent
bull's-eyes or read-through in the finished repair. Sand prepared area
with a Dual Action (D/A) sander or hand-sand with 80-grit sandpaper.
-
Build a pyramid patch using fiberglass cloth or
equivalent and adhesive. Following manufacturer's directions, apply
patch to damaged area.
Material: Plastic Bonding Adhesive / TA-9
-
Rough-grind area to remove excess adhesive. Sand repair
area with 80-grit sandpaper, making sure to cut slightly below the Sheet
Molded Composite (SMC) finished surface. This will allow for a finish
coat of plastic repair filler material.
-
Apply a finish coat of plastic repair filler material per manufacturer's directions.
-
Finish-sand, prime and topcoat using Ford-approved paint systems.
Repair
NOTE: Thermoplastic Compounds Repair
-
Select the correct repair method by identifying the type of plastic being repaired.
-
NOTE: Always refer to the manufacturer's label directions for the type of repair materials, fillers and bonding agents being used as they are material specific.
Determine whether a reinforcement piece is needed as a backer on large repairs.
-
Construct a reinforcement piece from a scrap piece of
the type of plastic being repaired and follow manufacturer's label
directions for the type of system being used.
-
NOTE: The following steps are to be used as a guideline. Depending on what brand of adhesives or patch materials are used, procedures may vary slightly.
Thoroughly clean the damaged area with wax and grease remover formulated for use with plastics.
-
Hand sand the repair area with 80-grit sandpaper and remove any foreign material with compressed air.
-
Apply a plastics adhesion promoter per label directions to the repair area.
-
For small repairs, a adhesive filler can be applied to
the damaged area. Follow manufacturer's directions and build layers to
form a thickness above the damaged area. This will allow the area to be
sanded smooth.
Material: Plastic Bonding Adhesive / TA-9
-
To repair large holes or cracks, measure and cut a piece
of fiberglass cloth or equivalent 25.4 mm (1 in) larger than the crack
or hole.
-
Apply adhesive to the damaged area and immediately
apply fiberglass cloth into plastic adhesive for reinforcement. Apply
additional plastic repair adhesive for strength and shape as required.
Material: Plastic Bonding Adhesive / TA-9
-
Contour and sand to shape the repair as necessary. Avoid sanding through the repair.
-
Finish-sand the area and carry out any required paint operations using Ford-approved paint systems.
Repair
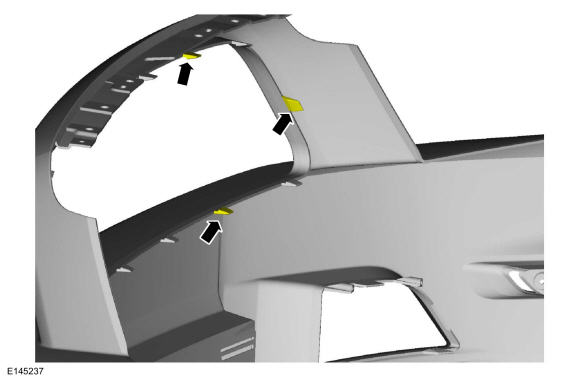
NOTE: Tab Repair
-
NOTE: Illustration is not vehicle specific.
NOTE: Inspect the component to determine if part of it can be repaired to an acceptable level of quality of appearance, fit and durability. Will labor and material cost of the repair meet or exceed the cost of a new replacement bumper cover? If the bumper cover is determined to be repairable, proceed to the following steps.
NOTE: The following steps are to be used as a guideline. Depending on what brand of adhesives or patch materials are used, procedures may vary slightly.
Clean the broken tab(s) with a plastics wax and grease remover.
 |
-
Hand sand the repair area with 80-grit sandpaper and remove any foreign material with compressed air.
-
Apply a plastics adhesion promoter per label directions to the repair area.
-
Measure and cut a patch of fiberglass cloth or
equivalent large enough to form the front of the tab, then slope back in
a wedge shape approximately 51 mm (2 in) from original tab.
-
Prepare the repair adhesive cloth patch per manufacturer's instructions and apply to the affected area.
-
Immediately position the plastic repair material patch to form the tab shape.
-
Allow appropriate cure time and shape the repair tab
using a small angle sander. Use extreme care to not sand through the
exterior surface.
Repair
NOTE: Plastics Refinishing
-
NOTE: Care must be used if applying heat to parts. Thermoplastics soften and tend to lose their shape when heated.
The first step for any repair or refinish procedure is to identify the type of plastic. Is it thermosetting or thermoplastic, grained or smooth? This will determine how it should be cleaned and prepared for refinishing.
-
It is essential that the correct cleaner is used,
depending on which painting system is employed, solvent-based or
water-based. Clean part with warm water/mild detergent, then with
plastic cleaner to remove wax, silicone and other contaminants. Do not
allow parts to remain wet for extended periods. As a general rule, if
water beads on the part, it requires additional cleaning as all the
manufacturing release agents have not been removed.
-
New parts may require baking in a spray booth or heating
with heat lamps to release trapped solvents or mold release agents used
in the manufacturing processes.
-
NOTICE: Grained components may only be lightly sanded through use of a gray scuff pad. Failure to follow this direction may result in graining being flattened.
After cleaning, lightly sand with 600-grit or finer sandpaper. Remove sanding residue with plastic cleaner and wipe dry.
-
Apply a plastics adhesion promoter to any bare plastic
part following manufacturer's recommendation. Throughout the refinish
procedure, any time bare plastic is exposed for any reason, it is
essential that adhesion promoter be reapplied to that area.
-
A sealer may be required to prevent wrinkling and
lifting of the topcoat prior to carrying out the refinish procedure.
-
Flexible and non-flexible components should be
refinished separately as a flex additive may be required when
refinishing flexible parts (refer to the paint manufacturer's
recommendation).
-
It is recommended to carry out refinishing of exterior
components on-vehicle (after cut-in) to control color match and blending
to adjacent panels.
-
Interior trim components may be refinished using any
Ford-approved paint system procedures. Steps may vary between paint
manufacturers.
-
Proceed with the refinish process and follow the
Ford-approved paint system procedures. Steps may vary between paint
manufacturers.

 Joining Techniques. General Procedures
Joining Techniques. General Procedures
Special Tool(s) /
General Equipment
Resistance Spotwelding Equipment
Plasma Cutter
Air Body Saw
8 mm Drill Bit
MIG/MAG Welding Equipment
Spot Weld Drill Bit
Materials
Name
Specification
Metal Bonding AdhesiveTA-1, TA-1-B, 3M™ 08115, LORD Fusor® 108B, Henkel Teroson EP 5055
-
Seam SealerTA-2-B, 3M™ 08308..
Other information:
Ford Fiesta 2014 - 2019 Service Manual: High Mounted Stoplamp. Removal and Installation
Removal 4-door Remove the high mounted stop lamp cover. Disconnect the high mounted stoplamp electrical connector. Release the tabs. Remove the high mounted stoplamp. NOTE: If required. Release the tabs. ..
Ford Fiesta 2014 - 2019 Service Manual: Pinpoint Test - DTC: CC. Diagnosis and Testing
U0155:00 Normal Operation and Fault Conditions The RCM uses information contained in messages from the IPC sent on the HS-CAN . DTC Fault Trigger Conditions DTC Description Fault Trigger Conditions U0155:00 Lost Communication with Instrument Panel Cluster (IPC) ..
Categories
- Manuals Home
- Ford Fiesta Service Manual (2014 - 2019)
- Front Suspension
- Engine Component View. Description and Operation
- Manual Transmission - 6-Speed Manual Transmission – B6
- Climate Control System - General Information
- Engine. Assembly
Front Strut and Spring Assembly. Removal and Installation
Removal
NOTE: Removal steps in this procedure may contain installation details.
NOTE: This step is only necessary when installing a new component to the left-hand side.
Remove the nuts and position aside the remote brake fluid reservoir.Torque: 62 lb.in (7 Nm)
 Remove the strut and spring assembly upper mount nuts.
Remove the strut and spring assembly upper mount nuts. Torque: 22 lb.ft (30 Nm)
